


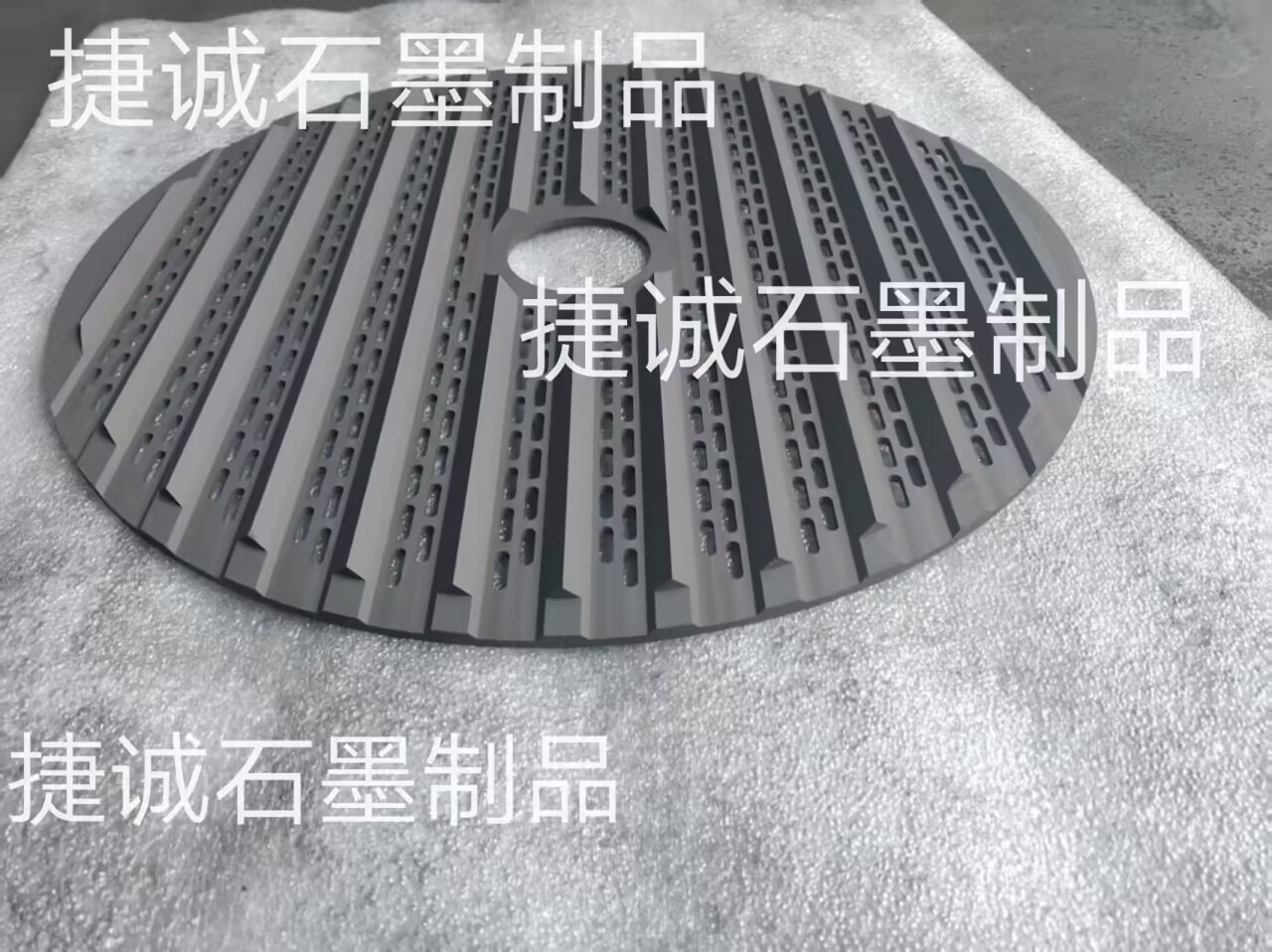
V型雙向斜槽石墨舟皿,V型石墨舟皿,石墨舟皿,石墨舟皿捷誠石墨,石墨舟皿加工,石墨方舟,石墨模具生產廠家
V型雙向斜槽石墨舟皿的核心運用場景及價值分析
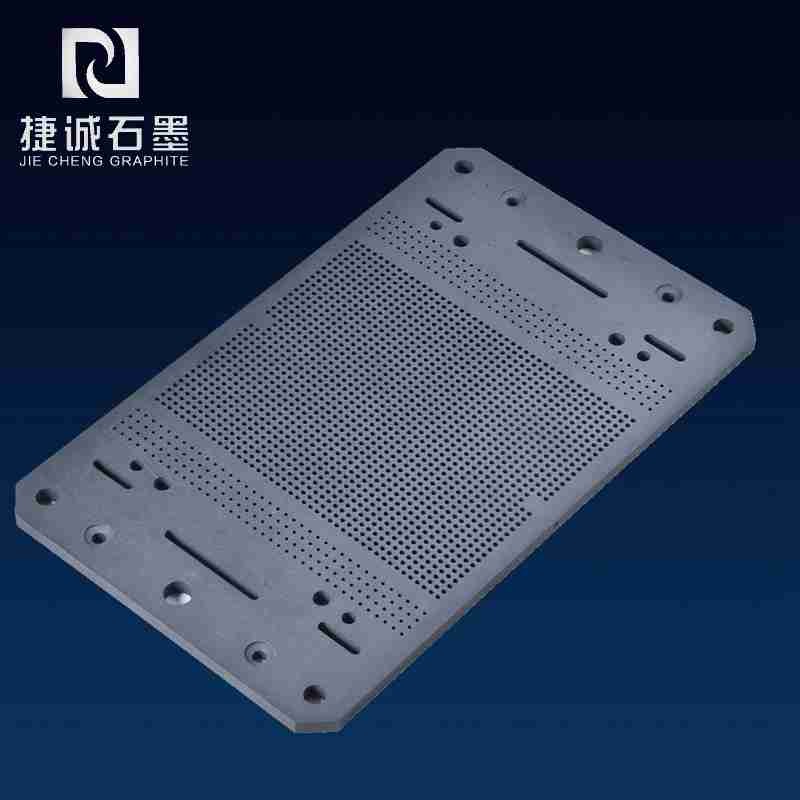
V型雙向斜槽石墨舟皿憑仗其共同的結構規劃(雙向對稱V型斜槽、排氣通槽、棱角維護槽及Λ形通槽),在硬質合金燒結、異形件處理及高溫高壓工藝中展現出明顯優勢,具體運用場景如下:
一、硬質合金燒結:解決長條薄片產品的工藝難題
氫氣脫膠與真空燒結
場景描繪:在氫氣脫膠階段,硬質合金長條薄片(厚度0.5-3mm,長度可達1200mm)需均勻脫除膠體,防止部分殘留導致燒結后氣孔率超標;在真空燒結階段,需防止產品翹曲變形,保證幾許精度。
價值表現:
排氣通槽規劃:槽面上的排氣通槽引導脫膠氣體沿預訂途徑逸出,消除部分氣壓過高,使膠體殘留率下降至±2%以內,燒結后產品硬度均勻性提高15%。
雙向對稱支撐:V型斜槽的對稱結構使產品受熱均勻,溫差波動≤3℃,明顯削減翹曲變形,產品直線度誤差控制在±0.08mm以內(傳統結構±0.2mm)。
棱角維護槽:經過將產品與銳邊觸摸轉為平面觸摸,邊角破損率由傳統結構的5.2%降至0.8%,提高良品率。
中頻爐碳化鎢制備
場景描繪:碳化鎢粉末在高溫下需快速細密化,一起防止氧化損耗。
價值表現:
高純度石墨基材:采用固定碳含量≥99.9%的石墨,灰分含量降至0.02%以下,保證燒結成分純潔,防止雜質引入。
抗氧化涂層:外表涂覆SiC/Si2N2復合涂層,氧化失重率下降90%,運用壽數延長至200次以上燒結循環,下降單次運用本錢。
二、異形硬質合金件處理:適配多樣化產品需求
段差圓棒燒結
場景描繪:燒結直徑差異較大的段差圓棒(如直徑50mm與30mm的組合),需保證各段軸心在同一水平線上,防止旋轉時偏疼。
價值表現:
可調理固定系統:經過螺紋桿銜接多個獨立舟皿單元,配合石墨限位件(如石墨銷釘)防止軸向移動,完成軸心誤差≤0.05mm。
模塊化組合:層疊設置不同長度石墨片,適配不同標準段差圓棒,產品合格率提高至98%。
微孔穿孔針燒結
場景描繪:燒結鋰電池用硬質合金穿孔針(孔徑≤0.1mm),需防止微孔堵塞,保證孔徑精度。
價值表現:
透氣槽規劃:在槽壁開設微孔(直徑0.1-0.3mm),平衡3D打印坯體內部剩余應力,削減開裂風險,穿孔針燒結合格率提高至98%,孔徑誤差≤0.005mm。
三、高溫高壓工藝:滿意極端條件下的資料細密化
壓力燒結(5MPa氬氣環境)
場景描繪:在鎳基高溫合金渦輪盤的熔滲工藝中,需保證鋁硅熔體均勻浸透,一起接受高溫高壓(1600℃/5MPa)。
價值表現:
高強度結構:經過優化槽體厚度(2-4mm)和圓弧過渡規劃,防止疊放時應力集中,舟皿破損率下降40%。
化學惰性:在氫、氮等維護氣氛中不與金屬粉末反應,保證燒結成分穩定,渦輪盤耐溫性提高150℃,壽數延長3倍。
梯度資料燒結
場景描繪:制備耐高溫-耐磨復合涂層時,需承載不同成分的粉末層,完成功用梯度分布。
價值表現:
分層支撐結構:在V型槽內設置階梯式支撐臺,承載不同成分的粉末層,層間結合強度可達80MPa,滿意航空航天范疇對資料功能的嚴苛要求。
四、空間優化與本錢效率:提高工業化出產效益
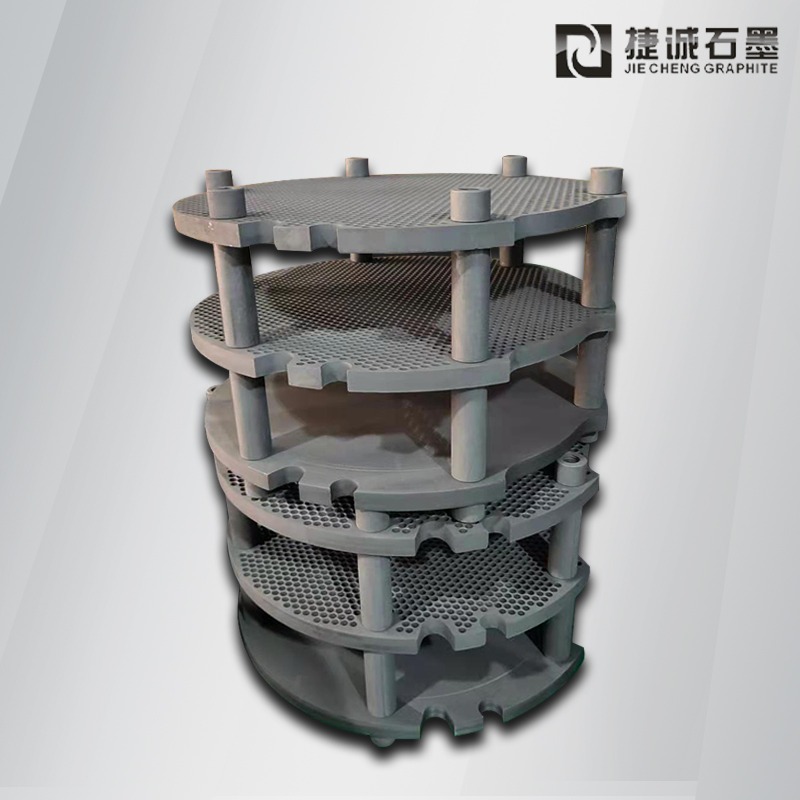
疊放裝載量提高
場景描繪:在爐內相同容積下,需最大化單次裝載量以下降能耗。
價值表現:
Λ形通槽規劃:疊放時上層舟皿的支撐凸起落入基層通槽內,削減筆直方向空間占用,裝載量提高25%以上,一起下降石墨資料消耗量約15%-20%。
模塊化組合:經過錯位排列,使爐內空間利用率提高30%,設備利用率提高25%。
長壽數與低維護
場景描繪:工業化出產需下降舟皿更換頻率和維護本錢。
價值表現:
高強度石墨:抗彎強度≥50MPa,抗熱震性(1600℃水冷)≥20次,壽數達傳統舟皿的2-3倍。
易清潔規劃:槽體外表粗糙度Ra≤0.8μm,削減燒結殘留物附著,清潔時間縮短50%,單套舟皿年維護本錢下降60%。
-
二極管殼封裝石墨治具,電子燒結石墨模具,燒結石墨模具,二極管燒結石墨模具,石墨治具,石墨模具生產廠家
-
鐘罩爐石墨盤,石墨盤,銅管燒結石墨盤,燒結石墨盤,石墨盤加工,燒結石墨圓盤,鐘罩爐石墨盤生產廠家
-
電子燒結石墨模具,電子封裝石墨模具,燒結石墨模具,半導體IC封裝石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
-
粉柱粉環燒結石墨模具,粉柱燒結石墨模具,粉環燒結石墨模具,石墨模具,燒結石墨模具,石墨模具加工,石墨治具,石墨模具生產廠家
-
二極管殼封裝石墨治具,電子燒結石墨模具,石墨模具加工,半導體封裝燒結石墨模具,石墨模具生產廠家
-

5GVC石墨治具,VC擴散焊接石墨治具,石墨模具加工,均熱板石墨模具,VC石墨模具,石墨模具生產廠家