


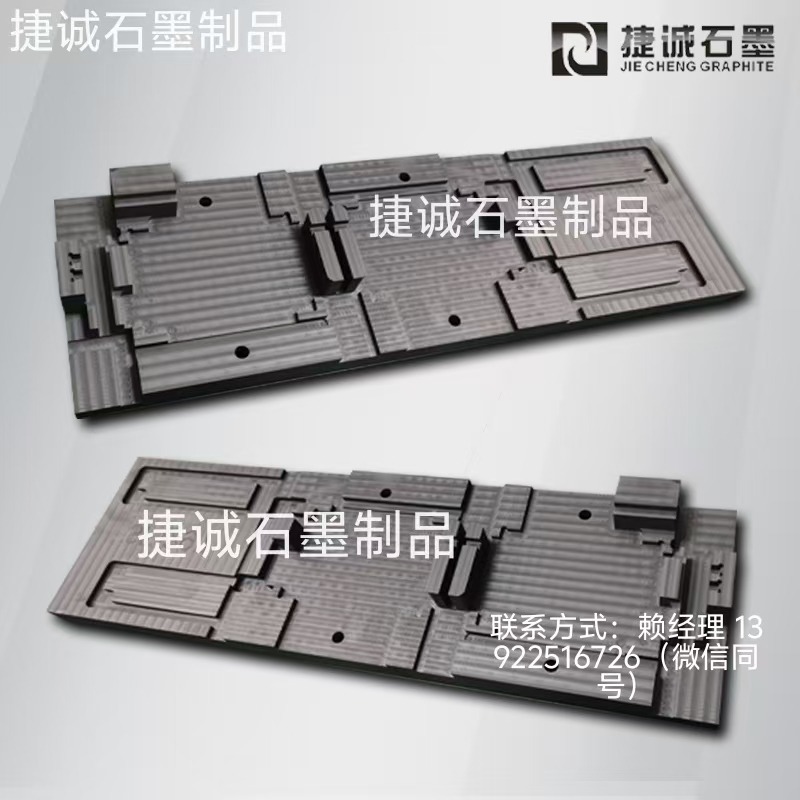
液冷板釬焊石墨模具,真空釬焊模具,GB300液冷板釬焊石墨模具,釬焊石墨模具,石墨模具加工,石墨模具生產廠家
液冷板釬焊石墨模具的加熱辦法
液冷板釬焊石墨模具的加熱辦法需統籌溫度均勻性、升溫速率及氧化控制,以下是干流加熱辦法及其技術特征的全面分析:
一、干流加熱辦法及對比
加熱辦法 技術原理 優勢 局限性 適用場景
電阻爐加熱 通過電阻絲或加熱棒通電發熱,傳導至模具與工件 - 設備本錢低,操作簡練
- 溫度控制簡略(±5℃) - 升溫速率慢(≤5℃/min)
- 部分溫差大(±15℃) 小批量出產、實驗室查驗
感應加熱 運用電磁感應在模具內部產生渦流發熱 - 升溫速率快(≥20℃/min)
- 部分加熱精準
- 能量功率高 - 設備本錢高
- 模具需導電性(石墨需輔佐導電層) 薄壁結構、快速釬焊
真空爐加熱 在真空環境中通過電阻或輻射加熱 - 氧化控制極佳(氧含量<1ppm)
- 溫度均勻性高(±3℃) - 設備貴重(超百萬級)
- 升溫周期長(2~4h) 高精度液冷板、航空航天級產品
燃氣爐加熱 通過天然氣或丙烷焚燒加熱 - 升溫速率快(10~15℃/min)
- 本錢較低 - 氧化風險高(需惰性氣體保護)
- 溫度均勻性差(±20℃) 大規劃出產、對氧化不靈敏的工件
激光加熱 聚焦高能激光束掃描加熱 - 加熱速率極快(毫秒級)
- 部分加熱精度高(<0.1mm) - 設備本錢極高
- 僅適用于微小區域加熱 微通道液冷板、修復焊接
二、要害技術參數對比
升溫速率:
感應加熱(20~50℃/min)> 激光加熱(毫秒級)> 燃氣爐(10~15℃/min)> 電阻爐(≤5℃/min)> 真空爐(3~5℃/min)。
影響:快速升溫可削減釬料氧化,但需平衡熱應力風險。
溫度均勻性:
真空爐(±3℃)> 電阻爐(±5℃)> 感應加熱(±8℃)> 燃氣爐(±20℃)。
影響:均勻性差或許導致液冷板流道變形或釬焊缺點。
氧化控制才能:
真空爐(氧含量<1ppm)> 惰性氣體保護電阻爐(<50ppm)> 燃氣爐(需額外保護)> 翻開環境(氧化嚴峻)。
影響:氧化層會下降釬焊強度,影響冷卻功率。
三、加熱辦法挑選根據
產品精度要求:
高精度液冷板(如航空航天、5G基站)優先挑選真空爐或感應加熱。
一般工業液冷板可采用電阻爐或燃氣爐。
出產規劃:
小批量、多種類:電阻爐或感應加熱(靈活性高)。
大規劃出產:燃氣爐或真空爐(功率與本錢平衡)。
本錢靈敏性:
設備本錢:真空爐(超百萬級)> 感應加熱(50~100萬元)> 電阻爐(10~30萬元)> 燃氣爐(5~15萬元)。
工作本錢:真空爐(能耗高)> 電阻爐(中等)> 燃氣爐(最低)。
四、典型案例分析
新能源轎車電池包液冷板
加熱辦法:真空爐+感應加熱復合工藝
參數:升溫速率5℃/min,釬焊溫度850℃,保溫時刻15min。
效果:氧化層厚度<0.1μm,釬焊強度>15MPa,流道規范精度±0.02mm。
5G基站散熱器
加熱辦法:感應加熱部分處理+電阻爐整體預熱
參數:感應頻率20kHz,功率5kW,部分升溫至900℃;電阻爐預熱至400℃。
效果:加工周期縮短40%,釬焊合格率提升至98%。
五、未來趨勢與優化方向
混合加熱技術:
結合真空爐與感應加熱,結束“整體均勻加熱+部分快速升溫”,縮短釬焊周期至1h以內。
智能化控制:
通過紅外測溫與AI算法實時調整加熱功率,溫度均勻性提升至±1℃。
低本錢真空計劃:
開發氮氣循環真空爐,設備本錢下降30%,氧含量控制在<10ppm。
六、總結與建議
高精度液冷板:優先挑選真空爐或感應加熱,犧牲部分本錢溝通質量。
一般工業液冷板:電阻爐+惰性氣體保護,平衡本錢與功率。
大規劃出產:燃氣爐+自動扮裝夾系統,下降單位本錢。
中心原則:加熱辦法需與模具材料、液冷板結構及釬焊工藝深度匹配,防止“一刀切”挑選。建議通過試制驗證不同加熱辦法的實際效果,再供認量產計劃。
-
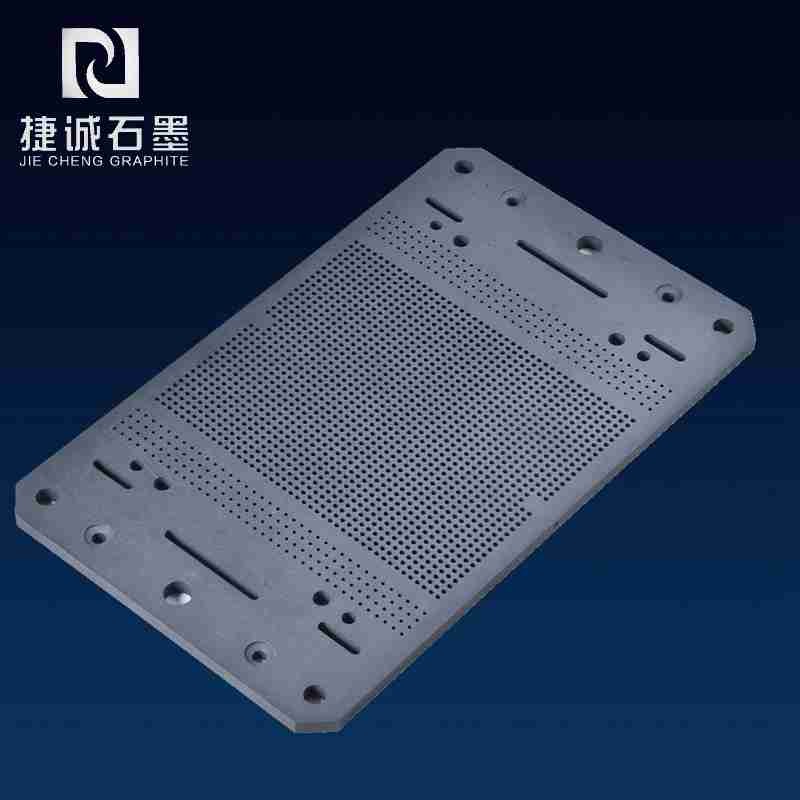
二極管殼封裝石墨治具,電子燒結石墨模具,燒結石墨模具,二極管燒結石墨模具,石墨治具,石墨模具生產廠家
-
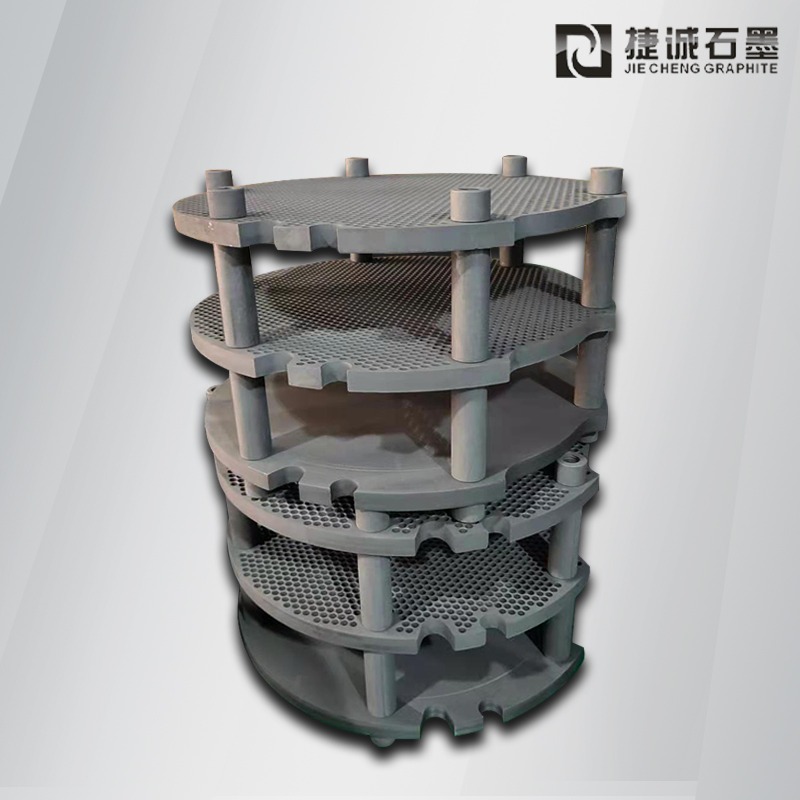
鐘罩爐石墨盤,石墨盤,銅管燒結石墨盤,燒結石墨盤,石墨盤加工,燒結石墨圓盤,鐘罩爐石墨盤生產廠家
-
電子燒結石墨模具,電子封裝石墨模具,燒結石墨模具,半導體IC封裝石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
-
粉柱粉環燒結石墨模具,粉柱燒結石墨模具,粉環燒結石墨模具,石墨模具,燒結石墨模具,石墨模具加工,石墨治具,石墨模具生產廠家
-
二極管殼封裝石墨治具,電子燒結石墨模具,石墨模具加工,半導體封裝燒結石墨模具,石墨模具生產廠家
-

5GVC石墨治具,VC擴散焊接石墨治具,石墨模具加工,均熱板石墨模具,VC石墨模具,石墨模具生產廠家